|
Laser Spot Welding Equipment |
||||
|
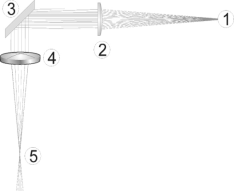
Basic Principle:The physical principle of laser weld uses a beam of electromagnetic waves in phase, photons focalized with optical mediums and concentrated on the piece creating high powers. When beam shoots the surface the energy is partially reflected and partially absorbed causing the fusion of the material. If the concentration exceeds a certain limit there’s instantaneous vaporization of the base metal in the zone where the beam is more concentrated, in the zone around, instead, there’s melted metal. Metallic vapour at high temperature and pressure pushes laterally the melted and the beam proceeds in the below metal. The hole created is defined as a keyhole. Equilibrium is created between the vapor pressure that wants to enlarge the hole and the hydrostatic pressure of the melted metal that wants to close the hole. This equilibrium determines the penetration depth of the hole in the work piece. The optical mechanism can be described as follow (please refer to Fig. 2):
Unique Features:Because of the small spot size resulting due to the thin laser beam, one can very easily adopt this technique for joining two thin plates of thickness around 1 mm. |
||||
|
Location: |
||||
|
Department of Chemical Engineering, |
||||
|
Contact: |
||||
|
Prof. Deepak Kunzru This email address is being protected from spambots. You need JavaScript enabled to view it. |
||||
|
Figure : 1 |
||||
|
Figure : 2 |
||||
|
Figure : 3 |
||||
|
Figure : 4 |
||||